天津宝利众诚管业有限公司
 第8年
第8年

 第8年
第8年 
第8年








pe给水管使用一段时间后,产品会从黑色变浅色。这是因为它太脏了吗?事实上,事实并非如此。这是因为我们在储存产品时没有妥善保管,导致产品性能变化和加速老化速度。某些抗氧化剂或光猝灭剂可以添加到母料中。同时,在运输过程中,有些防震垫需要放在产品下面,可以起到防裂的作用。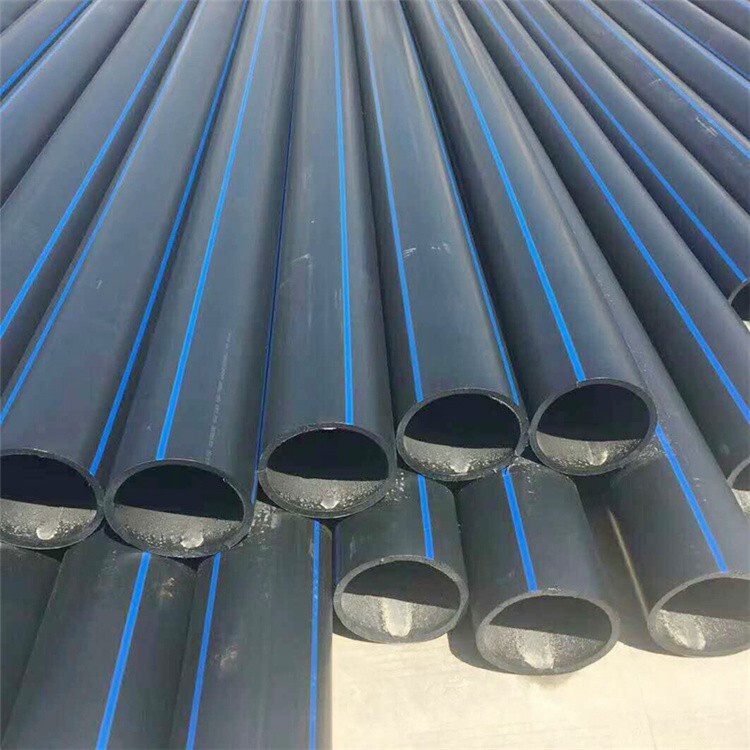
应用范围:20世纪90年代以来我国的合成树脂工业蓬勃发展,产量和消费一直保持着良好的增长势头。连美国、日本、德国、韩国之后,居世界第五位。但是,塑料管道所需的各种树脂尚有较大缺口,在我国虽然PE和PP树脂产量很大,但适合做管材的树脂不多,尤其是适合做城市供水、城市燃气输送用的PE管料和建筑冷热水用的PP-R料更少,还需进口一定数量的塑料管道树脂。
施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。