





关键词 |
PE钢丝网骨架聚乙烯复合管 |
面向地区 |
全国 |
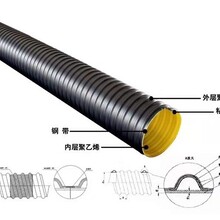
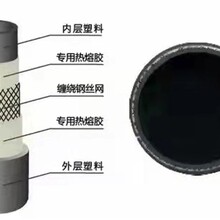
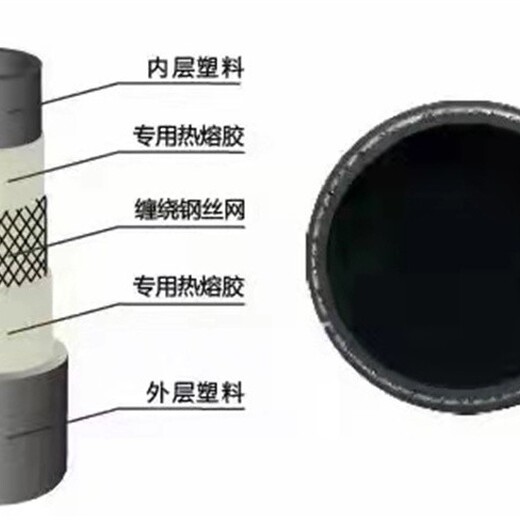
钢丝网骨架塑料复合管是一款改良过的新型的钢骨架塑料复合管。这种管材又称为srtp管。这种新型管道是用高强度过塑钢丝网骨架和热塑性塑料聚乙烯为原材料,钢丝缠绕网作为聚乙烯塑料管的骨架增强体,以高密度聚乙烯(HDPE)为基体,采用的HDPE改性粘结树脂将钢丝骨架与内、外层高密度聚乙烯紧密地连接在一起,使之具有优良的复合效果。因为有了高强度钢丝增强体被包覆在连续热塑性塑料之中,因此这种复合管克服了钢管和塑料管各自的缺点,而又保持了钢管和塑料管各自的优点。
钢丝网骨架塑料复合管,采用了的材质和的生产工艺,使之具有更高的耐压性能。同时,该复合管具有优良的柔性,适用于长距离埋地用供水、输气管道系统。钢丝网骨架聚乙烯复合管采用的管件是聚乙烯电熔管件。连接时,利用管件内部发热体将管材外层塑料与管件内层塑料熔融,把管材与管件可靠地连接在一起。
钢丝网骨架塑料(聚乙烯)复合管的连接方式主要有电熔连接和热熔连接两种。用来实施对电熔管件熔接的设备是电熔焊机,我司提供的电熔焊机是天津正维恒流电熔焊机,型号有HTE-9C和HTE-15C。为了确保电熔焊接质量,施工中主要用到以下几种工具:手提切割机和4寸有齿或无齿切割片,用来调整管材长度,垂直切割管材;角磨机和钢丝轮配合用于打磨管材和管件的熔接面的氧化层(钢丝轮在安装除氧化层前行切断,切断至剩下长度为5~8mm钢丝);粗纱布用于打磨钢丝轮不能打磨的小规格管件;卷尺用于测量管件的承插深度来确定管材需刮除氧化层的区域;油漆笔用来标识管材需刮除氧化层的区域及焊接后标识焊接口的序号、技术人员编号以及焊接的参数;扶正器用于安装管道前扶正管材,便于管道安装,使待焊的管材在同一中心线;手扳葫芦或拉合器是大口径管道进行拉合安装的提力工具;紧线器用于紧固管道,使管道在熔接和冷却的过程中不产生位移。大锤用于装配管件。
把沟槽先按要求挖好,在安装管道前,先准备好电熔焊机、手提切割机、4寸有齿或无齿切割片、角磨机、钢丝轮、卷尺、油漆笔、扶正器等施工机具,以及准备好待焊管材和管件,记住不要过早打开管件的封装。安装管道的步骤如下:切割管材(调整管材长度)→封口→对管材管件熔接面氧化层进行处理→画标识线→装配管件→焊接→冷却及用油漆笔标识焊接口的序号、技术人员编号以及焊接的参数。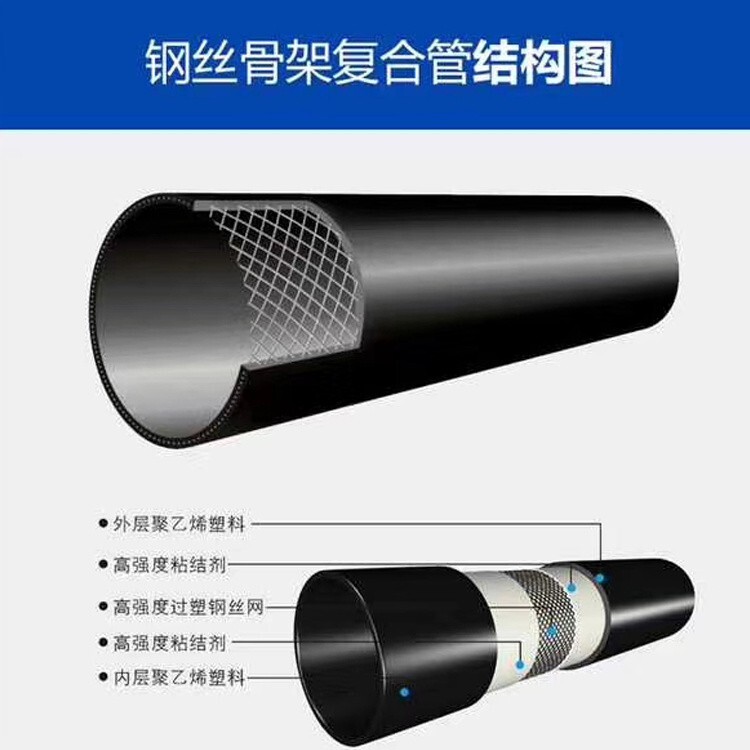
钢骨架聚乙烯塑料复合管的基体材料高密度聚乙烯具有很好的化学稳定性、机械强度、耐寒度、电绝缘性、辐射稳定性、性(绿色产品)、比重小、强度与重量比值高、脆化温度低(-80℃)和韧性优良、耐冲击、耐蠕变性,因此钢骨架聚乙烯塑料复合管集抗腐蚀性、耐磨性与耐压于一体,摒除了钢制管道耐压不耐腐,塑料管道耐腐不耐压、钢衬塑管道塑料与钢管脱层、钢涂塑管道易磨损开裂、玻璃钢管施工条件苟列、抗冲击性能差的缺点,是一种具有广阔应用前景的新兴管材。但是在实际焊接过程中往往因为参数选择不合理或操作不当,严重影响焊接合格率,不但影响了PE管的应用,同时没有检测出来的焊接缺陷也为工程质量埋下了隐患。
就熔焊过程中需要的熔化温度和熔焊后的冷却时间而言,电热熔焊后,电熔连接头腔内的管端口对中,不受外力的作用,当冷却后一定时间,才能进行搬运和拆除工装。
电熔套筒与管材之间配合的均匀性,意味着管材连接部位的整个圆周上的熔化温度会均匀提高,并在相同时间达到所需的融化温度。
钢丝网骨架塑料复合管采用长封口连接,即在复合管上注塑一个电熔套筒相同锥度的宽封口,连接时为锥面与锥面相配,具有相同的间隙,使熔焊效果更好。在熔焊前,要打磨熔焊面,也就是套筒内表面及宽封口外表面,去除氧化层。
钢丝网骨架管塑料复合管性能特点:
抗腐变性能好,持久机械强度高。
刚性、耐冲击性好、尺寸稳定性好,又有适度柔性,刚柔相济。
钢丝网骨架管塑料复合管技术参数:
压力:1.0MPa,1.25MPa,1.6MPa,2.0MPa,2.5MPa。