






关键词 |
PE钢丝网骨架聚乙烯复合管 |
面向地区 |
全国 |
生产过程:
钢丝网骨架塑料聚乙烯复合管:在基础的PE芯管上以左右螺旋钢丝缠绕成网状骨架,并且用性能改性PE树脂将芯管、钢丝层及外包覆PE层结合为一体。
钢骨架PE管:先,将经向和纬向的钢丝焊接成管形网状结构,随后经挤出机与PE复合成型。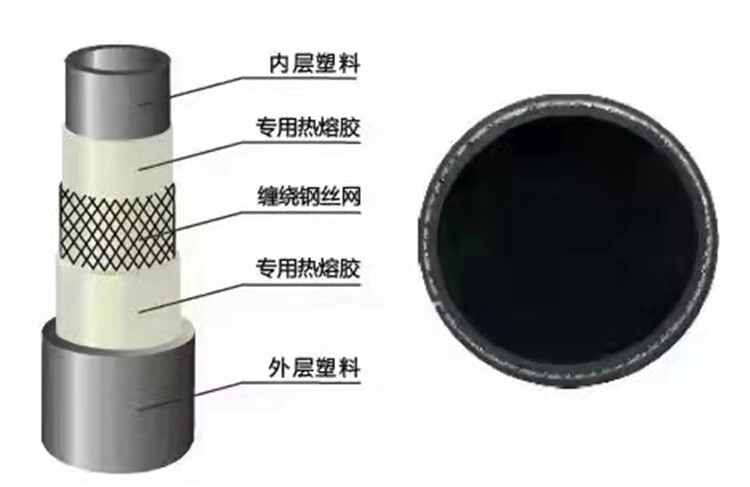
管材特性(优点):
钢丝网骨架塑料聚乙烯复合管:
优点:1.管材全部工作压力主要作用在弹性模量远超PE的钢丝网提升层上(钢丝的弹性模量时PE材料的200倍),管道具有金属管的抗压强度特性,但又保存了塑料管的软性特点(曲率半径大于75)。
2.交叉钢丝网,合理摆脱PE材料应力裂开及其蠕变。
3.内腔不积垢。
4复合材料管道,维持了塑料的软性,提升了抗压强度。
5.内外壁均为PE材料,PE材料抗腐蚀,不容易滋长病菌。
6.选用管件电熔联接,连接处平稳,不容易漏水。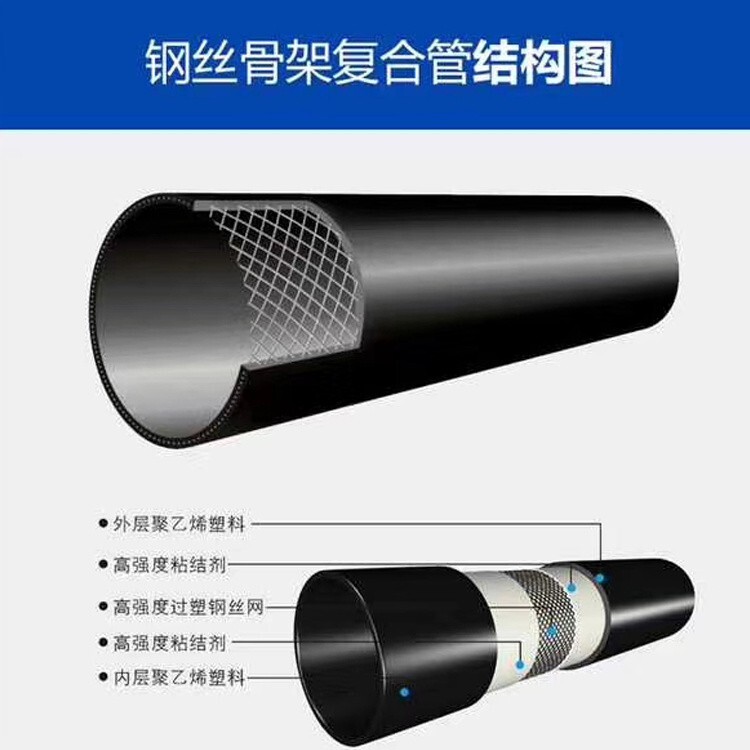
钢丝网骨架塑料(聚乙烯)复合管的连接方式主要有电熔连接和热熔连接两种。用来实施对电熔管件熔接的设备是电熔焊机,我司提供的电熔焊机是天津正维恒流电熔焊机,型号有HTE-9C和HTE-15C。为了确保电熔焊接质量,施工中主要用到以下几种工具:手提切割机和4寸有齿或无齿切割片,用来调整管材长度,垂直切割管材;角磨机和钢丝轮配合用于打磨管材和管件的熔接面的氧化层(钢丝轮在安装除氧化层前行切断,切断至剩下长度为5~8mm钢丝);粗纱布用于打磨钢丝轮不能打磨的小规格管件;卷尺用于测量管件的承插深度来确定管材需刮除氧化层的区域;油漆笔用来标识管材需刮除氧化层的区域及焊接后标识焊接口的序号、技术人员编号以及焊接的参数;扶正器用于安装管道前扶正管材,便于管道安装,使待焊的管材在同一中心线;手扳葫芦或拉合器是大口径管道进行拉合安装的提力工具;紧线器用于紧固管道,使管道在熔接和冷却的过程中不产生位移。大锤用于装配管件。
把沟槽先按要求挖好,在安装管道前,先准备好电熔焊机、手提切割机、4寸有齿或无齿切割片、角磨机、钢丝轮、卷尺、油漆笔、扶正器等施工机具,以及准备好待焊管材和管件,记住不要过早打开管件的封装。安装管道的步骤如下:切割管材(调整管材长度)→封口→对管材管件熔接面氧化层进行处理→画标识线→装配管件→焊接→冷却及用油漆笔标识焊接口的序号、技术人员编号以及焊接的参数。
钢丝网骨架塑料复合管采用电热熔连接, 即热塑性塑料在优化的工作电流、电压和一定时间内熔化,经冷却后,使复合管之间以及复合管管件之间成为整体。电热熔连接大的优点就是对关键要素的控制,也就是温度和熔体压力的控制。通过控制能量的输入,也就是优化的工作电压、电流和时间输入,将熔体保持在焊接部位和对熔体压力加以控制。
就熔焊过程中需要的熔化温度和熔焊后的冷却时间而言,电热熔焊后,电熔连接头腔内的管端口对中,不受外力的作用,当冷却后一定时间,才能进行搬运和拆除工装。
电熔套筒与管材之间配合的均匀性,意味着管材连接部位的整个圆周上的熔化温度会均匀提高,并在相同时间达到所需的融化温度。
钢丝网骨架塑料复合管采用长封口连接,即在复合管上注塑一个电熔套筒相同锥度的宽封口,连接时为锥面与锥面相配,具有相同的间隙,使熔焊效果更好。在熔焊前,要打磨熔焊面,也就是套筒内表面及宽封口外表面,去除氧化层。
| 主营行业:PE管材 |
| 公司主营:pe燃气管材,HDPE燃气管材,pe给水管材,PE聚乙烯燃气管材管件 |
| 主营地区:中国 |
| 企业类型:个体经营 |
| 注册资金:人民币120000000万 |
| 公司成立时间:2019-04-29 |
| 员工人数:51 - 100 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2019-01-29 至 2031-01-01 |
| 最近年检时间:2019年 |
| 登记机关:天津市静海区市场和质量监督管理局 |
| 年营业额:人民币 5000 万元/年 - 1 亿元/年 |
| 年出口额:人民币 10 万元/年以下 |
| 年进口额:人民币 10 万元/年以下 |
| 经营范围:PE燃气管材,HDPE燃气管材,聚乙烯燃气管材管件,PERT2型热力保温管,PE聚乙烯燃气管,PE管材管件 |
| 厂房面积:1000000平方米 |
| 月产量:600吨 (英) |
| 是否提供OEM:是 |
| 质量控制:第三方 |
| 公司邮编:300000 |
| 公司电话:0317-6668992 |
| 公司邮箱:972072951@qq.com |
| 公司网站:www.tj-mh.com |



















