关键词 |
河北制作克拉管,克拉管参数,西青生产克拉管,北辰小型克拉管 |
面向地区 |
全国 |
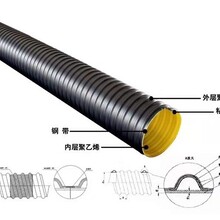
HDPE高密度聚乙烯缠绕结构壁管是指:
产品名称:高密度聚乙烯(HDPE)缠绕增强管(缠绕增强管)(下称:克拉管)
采用标准:克拉管管材符合GB/T19472.2-2004规定的B型结构壁管;
连接方式:克拉管采用承插式电熔连接方式的缠绕管材。
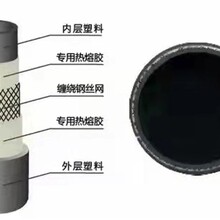
主要原料:采用无害的高密度聚乙烯(PE)、聚丙烯(PP)波纹管为骨架管的管材,混合一定比列色母料进行科学均匀配比。
克拉管冬季施工注意事项如下:
一般管材在0°会产生脆化现象,对无法避免在低温条件下运输、装卸、安装施工的项目,在管道选型上要避免选用低压薄壁管,尽量选用高压力等级的厚壁管以提高安全系数;而都得利克拉管在零下60℃的环境里管材不会冻破漏水,值得大家考虑。
严格规范产品搬、运、装、卸管理,不得出现抛、摔、滚、拖现象,防止对产品造成伤害。尤其在卸车过程中一定要轻搬轻放,运输至工地后要妥善保管,防止管材与尖锐物体接触摩擦。人务必不能踩踏在管材上,尤其在卸薄壁管(0.63Mpa)时,以防踩踏管材因脆化出现开裂内伤。
施工尽量在5°以上施工,管沟挖掘应考虑当地冻土深度,管线埋与冻土层以下,管线埋地深度一般在1.2~1.5米以下;管沟挖掘之宽度,应视管材外径,沟底宽为管外径加300毫米为宜。对于外露管材应做保温措施以防管材冻裂,施工时不得人为践踏管材。
沟底应整理平整,不得有石块、砖块等杂物,如有坚硬物时加挖10cm并填沙夯实然后再进行管线安装施工。管线施工时应正直平整,不得任意偏斜曲折,如管线弯曲时其弯曲角度应按管材(活套)每一承口允许弯曲之角度进行,一般为2°以内,不得出现管材的硬性弯曲现象。
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。

全国克拉管热销信息
站内来访